

真空蒸镀工艺及应用
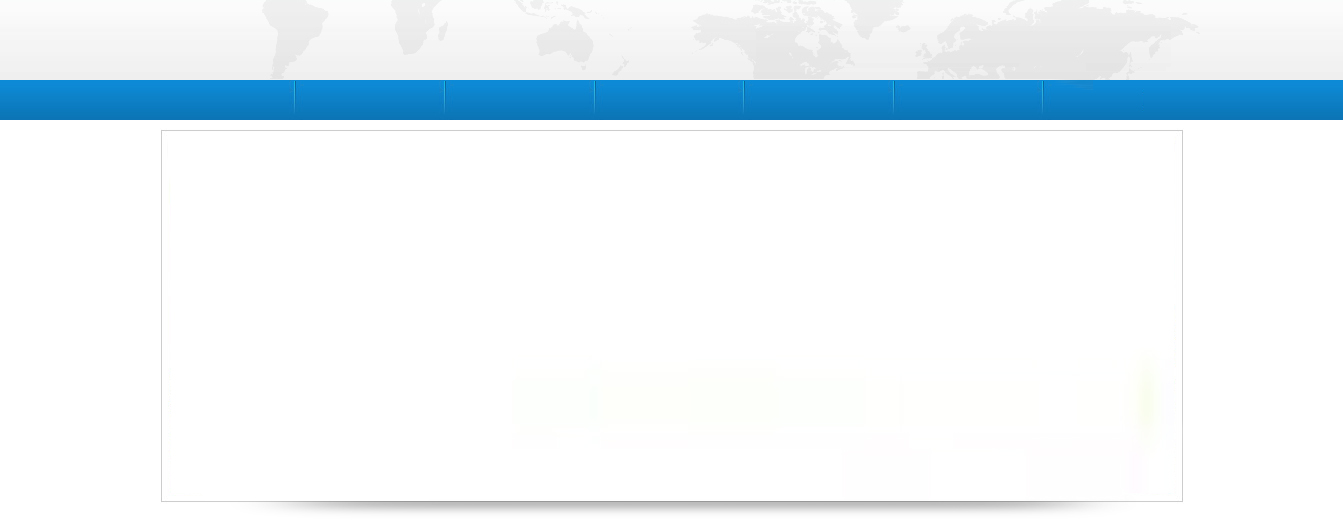
真空蒸镀工艺概括为镀前处理、镀膜及膜后处理3部分,真空蒸镀广泛用于镀制各种金属、合金和化合物薄膜,应用于光学、电子、轻工和装饰等工业领域。不同的工件、不同的膜层、不同的用途,这3部分有较大的差别;即使是同一种工件,因使用的设备和条件不同、操作人员不同,这3部分也会有所差别,尽管如此,基本工艺是相同的。真空蒸镀的基本工艺流程如图1所示。
(1)真空蒸镀工艺
①镀前处理
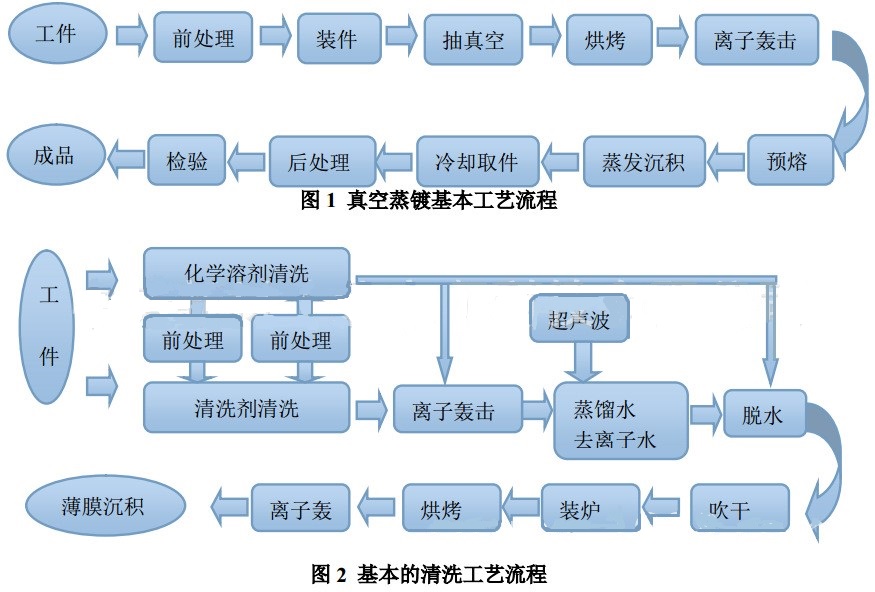
a.镀件清洗.镀件表面的清洁程度对镀膜质量有很大影响,因此,镀膜前必须对镀件进行认真清洗,镀件的清洗应根据镀件材质的不同采用相应的清洗方法,具体方法有:清洗剂清洗、化学溶剂清洗、超声波清洗和离子轰击清洗等,图2为基本的清洗工艺流程。
b.镀件预处理.在装饰性和某些真空蒸镀技术中,镀件需要进行预处理。
除静电:绝缘材料制成的镀件(如塑料),往往带有静电,在镀膜或涂底漆前必须去除静电.常用的方法是用高压电晕放电除静电装置消除静电,在放电针与接地极之间施加一定的高压产生电晕放电,使气体电离,产生大量的离子和电子,它们分别被镀件所带相反极性的静电吸引,经中和后使镀件失去静电。
涂底漆:一般镀件的表面不平度为0.5μm左右,而装饰性真空蒸镀的膜层厚度为0.1μm左右,因此,镀膜不能填补镀件的坑凹不平,镀膜后镀件表面不光亮,装饰效果很差,为了降低表面粗糙度, 在镀件表面涂7~10μm的特制底漆,提高镀件的镀膜质量,常用的涂料有醇酸树脂涂料、紫外光固化涂料、丙烯酸酯涂料、环氧树脂涂料和聚氨酯涂料,在这些涂料中,紫外光固化涂料是最具特点的涂料,它在室温即可靠(2.5~4.5)×10<SUP>-7</SUP>m的紫外光线的照射而固化,固化速度快,固化时间以分秒计,表面粗糙度低,真空性能好,在真空蒸镀中应用越来越多。
②装件.装件工序包括真空清理和镀件夹具的清洗,蒸发源安装及镀件装卡。
a.真空室清理与镀件夹具的清洗.真空室在装件前应认真清理,一般是用吸尘器彻底吸除粉尘,当真空室受到污染时定期用无水乙醇或丙酮擦洗。新夹具应根据材质的不同选择不同的清洗方法进行清洗,常用夹具应定期清洗。
b.蒸发源的安装,电阻蒸发源安装时应带脱脂手套,使用的工具也应事先清洗干净.要注意使蒸发源与电极有良好的电接触,还要装好蒸发材料。
c.镀件装卡,镀件装卡应使用干净的工具,而绝对不允许用手拿,镀件夹具和大镀件需要用手拿时,应带脱脂手套,带手套时最不当的操作是,既用带手套的手拿干净的镀件,又用带手套的手去握拿不干净的工具手柄.镀件装卡应当牢固。
③抽真空.扩散泵未加热第一次抽真空时,首先打开冷却水阀,关闭管道阀,启动机械泵,打开真空室预抽阀,将真空室抽至6.7Pa以上的真空度,关闭预抽至6.7Pa以上的真空度;关闭预抽阀,打开管道阀,将扩散泵前级的真空度抽至6.7 Pa,接通扩散泵加热电源,维持扩散泵加热至所需时间(扩散泵预热时间),打开高阀,用扩散泵将真空室抽至基础真空度(本底真空度)。
④烘烤.接通烘烤加热电源,同时开启转动机构电源,将镀件烘烤加热至所需的温度.注意非金属镀件的烘烤温度应低于材料软化温度20~40℃。
⑤离子轰击.非导电装饰件离子轰击工序在烘烤之前进行,不用氩气;只是控制真空室真空度在10~10<SUP>-1</SUP>Pa,卜离子轰击电极施加1~5kV负高压,离子轰击时间为5~30min。
金属导电镀件离子轰击时,用针阀向真空室通人氩气,调整真空度为6.7Pa,镀件接1~3kV负高压,用氩离子轰击工件15~30min.离子轰击的时间,在真空度和轰击电压不变的情况下,可根据从开始轰击到轰击电流逐渐减小到基本恒定所需的时问来确定,离子轰击完成后,关闭轰击电源,关闭氩气针阀,使真空室抽至高真空。
⑥预熔.预熔的目的是去除蒸发材料吸附的气体和低熔点杂质,预熔真空度通常为镀膜机的工作真空度,接通蒸发源电源调整电流使蒸发材料熔化,并除气1~2min。
⑦蒸发沉积,材料不同,蒸发要求也不同,应根据蒸发要求,调整蒸发电流至稳定蒸发,打开挡板开始沉积,沉积时间结束后立即关闭挡板,关断蒸发源电源、转动电源和烘烤电源,蒸发沉积若需在较低真空度沉积时,可在沉积前通入氩气至所需真空度,沉积结束后,关闭氩气针阀。
⑧冷却.根据需要使镀件在真空条件下冷却到一定温度。
⑨取件.关闭高真空阀门,打开真空室充气阀,待真空室达大气压时,打开真空室,取出镀件夹具,取下镀件.若继续工作,则装好镀件,重复上述操作.若不继续工作,则取下工件后,关闭真空室,关闭管道阀,打开预抽阀,将真空室抽至6.7Pa,关闭预抽阀,关闭扩散泵加热电源,关闭机械泵,到扩散冷却时间后,关闭冷却水。
⑩镀后处理,装饰性真空蒸镀膜层很薄,强度不高,必须涂面涂层.面涂层可以是单层,也可以在面涂层上再涂彩色或硬涂层、涂料与底漆相同。
(2)真空蒸镀的应用.
真空蒸镀广泛用于镀制各种金属、合金和化合物薄膜,应用于光学、电子、轻工和装饰等工业领域。
①真空蒸镀铝膜制镜,真空蒸镀铝膜制镜比传统的化学方法镀制银镜有许多优点,它可以节省大量的贵金属白银,每平方米镜片可节省白银7g左右,铝镜的反射率与银镜差不多,但它比银镜抗蚀性能好,影像清晰,耐用,产品质量好,真空蒸镀铝膜工艺简单,质量容易控制,没有环境污染,成本低廉。
真空镀铝制镜工艺,通常采用钨丝蒸发源,钨丝长期加热晶粒长大变脆,被铝侵蚀变细,极易损坏.因此,镀膜工艺中铝料的用量、蒸发源加热的温度(加热电流)需要严格控制,以延长钨丝寿命,这是此工艺中应注意的问题。
②塑料制品金属化.塑料制品旋钮、手柄、框架、化妆品容器、灯饰、工艺品等的表面,用真空蒸镀技术,镀制一层金属薄膜的塑料金属化技术,已经实用化并得到广泛的应用。
塑料金属化最常用的镀膜材料是铝、镍、铬等,其中铝价格低廉,金属反光性好,而且可以着色成多种颜色,使用得最多。
塑料金属化工艺通常在镀膜前处理中需要涂底漆,镀后处理需要涂面漆以保护镀膜。
③塑料膜的金属化处理.在聚酯塑料或聚丙烯塑料膜上蒸镀铝膜等,用于装饰膜、压光膜、电容器膜、包装膜等,早已得到广泛的应用,
塑料膜的金属化处理通常使用半连续卷绕镀膜机,目前国外镀膜机卷绕速度可达200~400m/min,幅宽1~2m,卷长6000~30000m。
塑料膜的基片材料有聚酯、聚氯乙烯、尼龙6、聚碳酸酯、乙烯、聚丙烯、聚四氟乙烯、玻璃纸、苯乙烯等。
塑料膜的金属化处理用于装饰膜的典型应用是制作金银丝,基片最常用的是聚酯膜,镀膜材料多用铝,在高级装饰的应用中也使用金、银,在聚酯基片上镀铝并在表面涂透明保护膜,再经切丝就可以制成单层结构的银丝。若在膜层或膜片上染上透明油熔性染料,就可以做成金色或其他颜色的丝,把两张镀铝的聚酯膜片的铝膜层黏合在一起就构成双层结构的金、银丝。
金银丝用于制造布料、台布、手工艺品、帘布面料等装饰用材料。
塑料膜的金属化处理还用于压光膜,它用于塑料制品、纸、人造革等表面热压印上,可以得到具有金属光泽的图案,镀膜材料主要是铝,要求耐蚀性高时则用镍或铬,压光膜的底层涂料要求使用脱膜的石蜡类材料,然后再涂覆透明树脂层,镀膜的表层涂料应采用适用性广的感热性黏接剂,以便热压时适用多种材料表面的热压印。热压印应用面很广,图书;烟盒、标签、产品的装饰图案等均可采用。
塑料膜金属化处理后还可用于包装膜,具有防潮、防氧化变质、遮光、保香以及装饰效果。
电介质薄膜材料镀金属膜后可以制造电容器,金属膜层电容器制造工序简单,局部击穿后有自恢复功能,得到了广泛的应用。常用的镀膜材料为锌、铝,锌与基片材料附着性能较差,一般添加少量的银、锡、铜等可提高附着性能。
真空蒸镀的应用,除上述几个方面外,还广泛应用光学、电子、半导体、自动化、太阳能利用等众多的科技和工业领域。